
FOB Price
Get Latest Price|
- Minimum Order
Country:
China
Model No:
laser cladding machine of
FOB Price:
Place of Origin:
-
Price for Minimum Order:
-
Minimum Order Quantity:
-
Packaging Detail:
-
Delivery Time:
-
Supplying Ability:
-
Payment Type:
-
Product Group :
-

China
Contact Person Mr. windy
donghuang road, Guangzhou, Guangdong
Laser Cladding
Laser application of metallic overlays to metallic substrates offers properties similar to overlays applied by traditional welding methods but with substrate metallurgy effects more akin to sprayed and fused coatings. The result is a true metallurgical bond of overlay and substrate with minimal dilution and low heat-affected zone (HAZ). Laser-applied overlays do not require masking for precise deposit geometry, and they can be tailored for nearly any substrate/overlay pairing.
Common Applications
Method
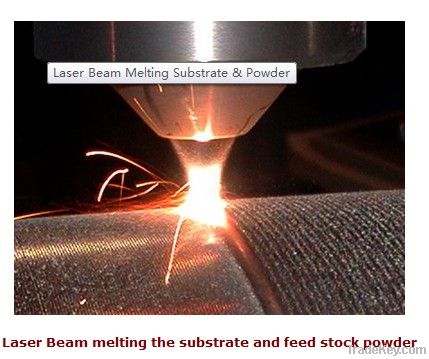
Laser-applied overlays are produced by locally heating the substrate metal to a molten state using a tightly controlled beam of laser energy, and then introducing a feedstock of the overlay material in powder or wire form. The melt pool produced by the defocused laser beam absorbs the melted feedstock, and, as the beam and powder injection are moved away, the material rapidly solidifies, producing a fully dense weld bead. The welding apparatus is attached to a motion control system—either a five-axis CNC device or a six-axis robotic arm—which can be programmed to precisely guide the tool over complex surfaces, yielding a uniform overlay thickness over nearly any outer surface geometry. Monitoring of the tool speed over the surface allows the system to accurately throttle laser power and powder parameters to ensure uniform coating properties despite acceleration and deceleration of the tool by the motion control system.
Practice
All operations are fully automated, ensuring accurate and repeatable application of the weld overlay. A single computer system coordinates several subsystems managing motion, powder feeding, laser operation, and other integrated processes such that a single program can be used to define all operations for a given part or overlay. Once the program is written and stored, the overlay can be duplicated on any number of identical components.
Due to the precise control of the laser energy at the weld pool, overlays can be tailored to provide optimal deposition efficiency, thickness, and/or HAZ. Typical single-pass thicknesses can be in the range of .**5” to .**0”, though other dimensions are possible. Geometric accuracy of the overlay’s dimensions can be within a few thousandths of an inch, depending on the shape of the weld border. Other methods can be used to control the surface finish of the overlay after application.
Laser Cladding Facts
Laser cladding offers an array of unique advantages over other conventional welding and hardfacing methods...
Overlay chemistry and hardness are undiluted at the surface of the first pass; there is no need for multiple passes or heavy overlay thicknesses that add expense and induce unwanted tensile stress.
Fully machined parts with close tolerances can be welded with little risk of distortion or dimensional deviation. Overlays have been applied to substrates as thin as 0.**0” (1.5mm) without warping or distortion.
Unlike thermal spray, the bonding mechanism is molecular and not mechanical. External physical stresses are unlikely to cause the overlay to disbond, fracture, or spall. Overlays can withstand significant abrasion and direct impact.
Tungsten and titanium carbide composite overlays are regularly used to protect drilling and mining components. Cobalt-based alloy overlays defend against particulate erosion and cavitation in high-pressure pumps, valves, and turbines.
Uniform, crack- and pore-free overlays prevent permeation and attack of substrate materials by even highly reactive liquids and gases. Overlays can be machined, ground, and lapped to form tight-fitting seals for valves and couplings.
Most overlay materials can be welded onto nearly any machinable metallic substrate, allowing high-performance alloys or special property materials to be added strategically to less-expensive free machining steels or exotic aerospace alloys.
Laser cladding equipment system SM***1
Capabilities Overview of laser cladding
Our laser work centers are built for flexibility...
| Country: | China |
| Model No: | laser cladding machine of |
| FOB Price: | Get Latest Price |
| Place of Origin: | - |
| Price for Minimum Order: | - |
| Minimum Order Quantity: | - |
| Packaging Detail: | - |
| Delivery Time: | - |
| Supplying Ability: | - |
| Payment Type: | - |
| Product Group : | - |




")











_ELPW-ES Series")




